Kokile z plotera CNC
Moderator: Moderatorzy CP
-
daras

- Zarejestrowany użytkownik

- Reactions:
- Posty: 932
- Rejestracja: 07 czerwca 2007, 12:37
- Tematy: 0
- Lokalizacja: Swarzędz
- Grupa: Zarejestrowani użytkownicy
- Kontakt:
-
noiwcjusz
- Zarejestrowany użytkownik
- Reactions:
- Posty: 130
- Rejestracja: 12 czerwca 2007, 20:04
- Tematy: 0
- Lokalizacja: Kraków
- Grupa: Zarejestrowani użytkownicy
-
mevatron
- Zarejestrowany użytkownik
- Reactions:
- Posty: 685
- Rejestracja: 28 września 2004, 16:56
- Tematy: 0
- Lokalizacja: Białystok/Warszawa
- Grupa: Zarejestrowani użytkownicy
Mam wobec tego pytanie.caninus pisze:norikum pisze:...Wychodzi że kula(bo łatwiej liczyć) o kalibrze w temp. pokojowej .454 ( 11,53mm) tuż przed stopieniem w 327.5 st C ma 11,63 mm.Nas oczywiście interesuje sytuacja odwrotna ale te 0,1 różnicy to już kaliber .457.
Po połączeniu Pb i Al wyszło mi że forma musi mieć średnicę o 0,18 mm większą dla kalibru .454 !!
Może się śmiejecie ale 11,71 (tj 11,53+0,18) dzielone 25,5 (cal) to .461!!!!!!!!
Czyli chcemy .454 a forma musi być .461 (w pomiarach,nie symbolach)
Posiadam forme Pedersoli z mosiadzu do kuli w kalibrze .490.
Odlane kulki maja nie wiem czemu .504" lub .498 (sa owalne) i nie wchodza do lufy z flejtuchem.
Woskowy odlew mial .490" lub .482 jak byk.
Ale, no wlasnie, wosk ma jeszcze wiekszy skurcz niz olow, pomimo, ze temperatura wielokrotnie nizsza.
Topiony w naczymiu po zastygnieciu tworzy lej posrodku.
Idea porownywania wymiarow odlewow woskowych i olowianych jest moim zdaniem bez sensu.
Te kleszcze Pedersoliego sa po prostu badziewnie wykonane i nie trzymaja wymiarow.
Sicher jest sicher jak mawial Mannlicher
-
danesz
- Zarejestrowany użytkownik
- Reactions:
- Posty: 302
- Rejestracja: 23 listopada 2004, 21:27
- Tematy: 0
- Lokalizacja: Rawa Mazowiecka
- Grupa: Zarejestrowani użytkownicy
- Kontakt:
[quote="daras"]Caninus jak chcesz mierzyć z dokładnością do 0.05 mm to kup sobie normalna suwmiarkę z noniuszem najlepiej VIS, a ten badziew to daj dzieciom do zabawy.[/quote]
No tak Vis to dobra marka ( mam ich kilka w domku - było nie było osobiście kontrolowałem ich wyrób swego czasu ).
Jednakże dla lubiących wygodę polecałbym elektroniki MITUTOYO ( jak dotąd nigdy mnie nie oszukała ).
Przepraszam za offtop i pozdrawiam.
No tak Vis to dobra marka ( mam ich kilka w domku - było nie było osobiście kontrolowałem ich wyrób swego czasu ).
Jednakże dla lubiących wygodę polecałbym elektroniki MITUTOYO ( jak dotąd nigdy mnie nie oszukała ).
Przepraszam za offtop i pozdrawiam.
lontówka XV/XVI w, Ardesa Shenandoah .45 1:66; Theoben E-Type + AGS MD 2, BMK-19
-
nosu
- Zarejestrowany użytkownik
- Reactions:
- Posty: 1503
- Rejestracja: 27 grudnia 2005, 09:30
- Tematy: 4
- Lokalizacja: Sosnowiec
- Grupa: Zarejestrowani użytkownicy
-
daras
- Zarejestrowany użytkownik
- Reactions:
- Posty: 932
- Rejestracja: 07 czerwca 2007, 12:37
- Tematy: 0
- Lokalizacja: Swarzędz
- Grupa: Zarejestrowani użytkownicy
- Kontakt:

Skurcz odlewniczy nie jest własnością fizyczną charakteryzującą metale.Jest to cechanoiwcjusz pisze:Jężeli ktoś z Was chce określić współczynnik skurczu odlewniczego dla używanego przez siebie stopu, to robi się to tak:
[url=http://images48.fotosik.pl/27/57082d6a66613cd1.jpg]Obrazek[/URL]
gdzie l1 - wymiar odlewu
Jacek
"zapożyczona" przez przemysł a wynikająca i tak termicznych zmian wymiarów danego metalu.
W przypadku aluminium:
Więc dla nas i tak bez znaczenia.Stopy aluminium
Stosunkowo niewielkie własności wytrzymałościowe aluminium można zwiększyć – nawet kilkakrotnie – przez wprowadzenie pierwiastków stopowych oraz obróbkę cieplną stopów. W porównaniu ze stalmi stopy aluminiowe charakteryzują się znacznie mniejszą masą, a w niskiej temperaturze – większą udarnością. Najogólniej – ze względu na sposób wytwarzania – stopy aluminium dzieli się na: odlewnicze i do obróbki plastycznej. Niektóre z tych stopów mogą być stosowane zarówno jako odlewnicze jak i przeznaczone do obróbki plastycznej. Odlewnicze stopy aluminium są przeważnie stopami wieloskładnikowymi o dużym stężeniu – od 5 do 25% – pierwiastków stopowych, głównie Cu, Si, Mg i Ni lub ich różnych zestawień. Charakteryzują się dobrą lejnością i często małym skurczem odlewniczym. Stopy do obróbki plastycznej zawierają znacznie mniej, bo ok. 5%, pierwiastków stopowych, zwykle Cu, Mg, Mn, niekiedy także Si, Zn, Ni, Cr, Ti lub Li. Niektóre z tych stopów są stosowane w stanie zgniecionym lub po wyżarzaniu rekrystalizującym, a część jest poddawana obróbce cieplnej polegającej na utwardzaniu wydzielinowym.
A prosze bardzo.Kokile mam trzy.Zmierzyłem i zważyłem.mkowalczuk pisze:Jak widzę - kokila jest. Proponuje zrobić odlew i porównać z tym co wyszło z mierzenia formy.

Interpretację zostawiam zainteresowanym.
mevatron pisze:caninus pisze:Mam wobec tego pytanie.norikum pisze:...Wychodzi że kula(bo łatwiej liczyć) o kalibrze w temp. pokojowej .454 ( 11,53mm) tuż przed stopieniem w 327.5 st C ma 11,63 mm.Nas oczywiście interesuje sytuacja odwrotna ale te 0,1 różnicy to już kaliber .457.
Po połączeniu Pb i Al wyszło mi że forma musi mieć średnicę o 0,18 mm większą dla kalibru .454 !!
Może się śmiejecie ale 11,71 (tj 11,53+0,18) dzielone 25,5 (cal) to .461!!!!!!!!
Czyli chcemy .454 a forma musi być .461 (w pomiarach,nie symbolach)
Posiadam forme Pedersoli z mosiadzu do kuli w kalibrze .490.
Odlane kulki maja nie wiem czemu .504" lub .498 (sa owalne) i nie wchodza do lufy z flejtuchem.
Woskowy odlew mial .490" lub .482 jak byk.
Ale, no wlasnie, wosk ma jeszcze wiekszy skurcz niz olow, pomimo, ze temperatura wielokrotnie nizsza.
Topiony w naczymiu po zastygnieciu tworzy lej posrodku.
Idea porownywania wymiarow odlewow woskowych i olowianych jest moim zdaniem bez sensu.
Te kleszcze Pedersoliego sa po prostu badziewnie wykonane i nie trzymaja wymiarow.
Policzyłem to dla Ciebie.
Dla kalibru .490 (12,44 mm) na zimno (25 st C)Twoja kulolejka musi mieć na równiku
12,48 mm.
wsp.rozszerzalności mosiądzu 18,68
-
noiwcjusz
- Zarejestrowany użytkownik
- Reactions:
- Posty: 130
- Rejestracja: 12 czerwca 2007, 20:04
- Tematy: 0
- Lokalizacja: Kraków
- Grupa: Zarejestrowani użytkownicy
caninus pisze:Skurcz odlewniczy nie jest własnością fizyczną charakteryzującą metale.Jest to cechanoiwcjusz pisze:Jężeli ktoś z Was chce określić współczynnik skurczu odlewniczego dla używanego przez siebie stopu, to robi się to tak:
[url=http://images48.fotosik.pl/27/57082d6a66613cd1.jpg]Obrazek[/URL]
gdzie l1 - wymiar odlewu
Jacek
"zapożyczona" przez przemysł a wynikająca i tak termicznych zmian wymiarów danego metalu.
W przypadku aluminium:Więc dla nas i tak bez znaczenia.Stopy aluminium
Stosunkowo niewielkie własności wytrzymałościowe aluminium można zwiększyć – nawet kilkakrotnie – przez wprowadzenie pierwiastków stopowych oraz obróbkę cieplną stopów. W porównaniu ze stalmi stopy aluminiowe charakteryzują się znacznie mniejszą masą, a w niskiej temperaturze – większą udarnością. Najogólniej – ze względu na sposób wytwarzania – stopy aluminium dzieli się na: odlewnicze i do obróbki plastycznej. Niektóre z tych stopów mogą być stosowane zarówno jako odlewnicze jak i przeznaczone do obróbki plastycznej. Odlewnicze stopy aluminium są przeważnie stopami wieloskładnikowymi o dużym stężeniu – od 5 do 25% – pierwiastków stopowych, głównie Cu, Si, Mg i Ni lub ich różnych zestawień. Charakteryzują się dobrą lejnością i często małym skurczem odlewniczym. Stopy do obróbki plastycznej zawierają znacznie mniej, bo ok. 5%, pierwiastków stopowych, zwykle Cu, Mg, Mn, niekiedy także Si, Zn, Ni, Cr, Ti lub Li. Niektóre z tych stopów są stosowane w stanie zgniecionym lub po wyżarzaniu rekrystalizującym, a część jest poddawana obróbce cieplnej polegającej na utwardzaniu wydzielinowym.
Pozwolę sobie na odmienne zdanie co do wpływu skurczu odlewniczego na wymiary gotowego odlewu.
Po pierwsze, jak wcześniej wspomniałem w przypadku kuli ołowianej w kalibrze 0,445" skurcz o wartości ok. 2,7 % daje nam zmniejszenie średnicy o ok. 0,3 mm, co z kuli kalibru 0,445" robi nam kulkę w kalibrze 0,43". Dla mnie różnica dosyć istotna.
Po drugie kule i pociski odlewamu z ołowiu, a nie z alumunium i podawanie własności odlewniczych aluminium iest w tym wypadku nieuzasadnione.
Po trzecie być może zostałem źle zrozumiany, ale sposób na doświadczalne wyznaczanie współczynnika skurczu odlewniczego podałem celem określenia rzeczywistego skurczu posiadanego stopu ołowiu, co może być pomocne przy projektowaniu kokili.
Po czwarte wartość skurczu odlewniczego związana jest nie tylko ze zjawiskiem rozszerzalności termicznej, tylko jest sumą przemian zachodzących w czasie krystalizacji (krzepnięcia) oraz zjawiska rozszerzalności cieplnej. Podczas krystalizacji większość metali zmniejsza swoją objetośc (wyjątkiem jest np.gal) na skutek porządkowania struktury w czasie tworzenia się kryształów (sieciowania). Po skrzepnięciu następuje dalsze zmniejszenie rozmiarów na skutek skurczu termicznego. W dalszej perspektywie (naszych kulek to już raczej nie dotyczyze względu na rozmiar, kształt i materiał) następuje proces starzenia, polegający na relaksacji (uwalnianiu) naprężeń wewnętrznych w materiale, co w efekcie może prowadzić do niewielkich zmian wymiarowych.
Niżej podaję podręcznikową definicję skurczu odlewniczego:
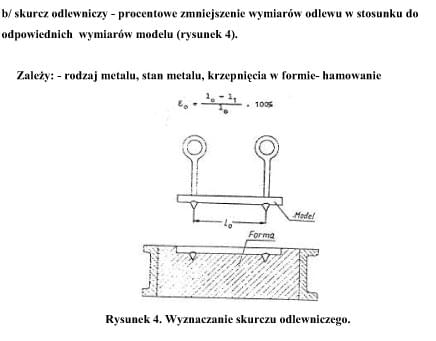
SKURCZ ODLEWNICZY – jest to zmniejszenie się wymiarów odlewu w stosunku do odpowiednich wymiarów modelu wyrażone w procentach. Zmniejszenie wymiarów odlewu jest związane ze skurczem swobodnym metalu, to jest zmniejszenie się jego objętości wraz z obniżeniem temperatury. W rzeczywistych warunkach stygnięcia i krzepnięcia metali i stopów, zmiana wymiarów ma bardziej złożony charakter wskutek różnych procesów fizykochemicznych zachodzących podczas stygnięcia oraz wskutek hamowania swobodnej zmiany wymiarów modelu w formie. Zmiana objętości odlewu, a tym samym wymiarów liniowych, jest spowodowana skurczem podczas stygnięcia w stanie ciekłym, podczas krzepnięcia i stygnięcia w stanie stałym. Całkowity skurcz objętościowy metalu odlanego do formy będzie sumą wymiennych skurczów.
Jacek
Ostatnio zmieniony 07 listopada 2008, 09:45 przez noiwcjusz, łącznie zmieniany 1 raz.
Władza jest jak krowa, nie pilnowana zawsze lezie w szkodę.
Z Darasem zajmujemy się stworzeniem kokili.Obliczenia są po to by zrobić ją o tyle większą o ile ołów skurczy się po stężeniu i dojściu do temp pokojowej.
Wielkość zwana skurczem odlewniczym jest "odwrotnym klonem" wielkości fizycznej
zwanej rozszerzalnością liniową.Nie mogę w obliczeniach stosować obu bo wyjdzie mi tożsamość matematyczna.Obliczenia są układem równań z dwiema niewiadomymi-rozszerzeniem się kokili i kuli.
BTW
A jak odniesiesz się do postu Kolegi Norikum?
Rozkurcz odlewniczy?
Wielkość zwana skurczem odlewniczym jest "odwrotnym klonem" wielkości fizycznej
zwanej rozszerzalnością liniową.Nie mogę w obliczeniach stosować obu bo wyjdzie mi tożsamość matematyczna.Obliczenia są układem równań z dwiema niewiadomymi-rozszerzeniem się kokili i kuli.
BTW
A jak odniesiesz się do postu Kolegi Norikum?
Rozkurcz odlewniczy?
-
mkowalczuk

- Zarejestrowany użytkownik
- Reactions:
- Posty: 7292
- Rejestracja: 23 maja 2003, 19:25
- Tematy: 136
- Lokalizacja: zachodniopomorskie
- Grupa: Zarejestrowani użytkownicy
Caninus - wielką sztuką jest zrobić/odlać dobry pocisk – Tobie to chyba nie wychodzi.
Miałeś formę, która nie zmieniała wymiaru, jeśli założyć, że umiesz odlewać i utrzymać jej temperaturę? Zgaduję, że było to aul? Jeśli tak, jeśli forma była z alu - powiem Ci, że wyszło jak wyszło tylko tak w połowie z Twej winy
Z tego właśnie powodu jak pokazałeś stosujemy wagę i kalibrator. Stasuję je również przy „poprawianiu” pocisków ze stalowych form Lymana ,gdzie powtarzalność moich odlewów jest znacznie większa niż to, co pokazałeś.
No i jeszcze jedno - zobacz ile jest, więc warte w praktyce staranie się o właściwy wymiar i pomyśl, jaką wartość będzie miało teoretyzowanie z właściwościami fizycznymi metali.
A - jeszcze zbadaj wymiar w kilku miejscach odlewu – też się mocno zdziwisz jak nie symetryczne masz wyniki.
Ważny jest ostateczny wynik, a nie piękne wzory.
Nie ważne, jaka kula powinna wyjść z formy. Ważne jaka wyjdzie
Miałeś formę, która nie zmieniała wymiaru, jeśli założyć, że umiesz odlewać i utrzymać jej temperaturę? Zgaduję, że było to aul? Jeśli tak, jeśli forma była z alu - powiem Ci, że wyszło jak wyszło tylko tak w połowie z Twej winy
Z tego właśnie powodu jak pokazałeś stosujemy wagę i kalibrator. Stasuję je również przy „poprawianiu” pocisków ze stalowych form Lymana ,gdzie powtarzalność moich odlewów jest znacznie większa niż to, co pokazałeś.
No i jeszcze jedno - zobacz ile jest, więc warte w praktyce staranie się o właściwy wymiar i pomyśl, jaką wartość będzie miało teoretyzowanie z właściwościami fizycznymi metali.
A - jeszcze zbadaj wymiar w kilku miejscach odlewu – też się mocno zdziwisz jak nie symetryczne masz wyniki.
Ważny jest ostateczny wynik, a nie piękne wzory.
Nie ważne, jaka kula powinna wyjść z formy. Ważne jaka wyjdzie
mkowalczuk pisze:Caninus - wielką sztuką jest zrobić/odlać dobry pocisk – Tobie to chyba nie wychodzi.
Miałeś formę, która nie zmieniała wymiaru, jeśli założyć, że umiesz odlewać i utrzymać jej temperaturę? Zgaduję, że było to aul? Jeśli tak, jeśli forma była z alu - powiem Ci, że wyszło jak wyszło tylko tak w połowie z Twej winy
Z tego właśnie powodu jak pokazałeś stosujemy wagę i kalibrator. Stasuję je również przy „poprawianiu” pocisków ze stalowych form Lymana ,gdzie powtarzalność moich odlewów jest znacznie większa niż to, co pokazałeś.
No i jeszcze jedno - zobacz ile jest, więc warte w praktyce staranie się o właściwy wymiar i pomyśl, jaką wartość będzie miało teoretyzowanie z właściwościami fizycznymi metali.
A - jeszcze zbadaj wymiar w kilku miejscach odlewu – też się mocno zdziwisz jak nie symetryczne masz wyniki.
Ważny jest ostateczny wynik, a nie piękne wzory.
Nie ważne, jaka kula powinna wyjść z formy. Ważne jaka wyjdzie
Zajmuję sie CP może ze 2 miesiące.Tobie po 2 miesiącach wychodziły ideały?
Wróć do wcześniejszych moich postów.Te matematyczne teorie to pewnie w praktyce można o "kant d...py rozbić ale mi sprawia to przyjemność.Zamieszczam na forum bo może ktoś myśli podobnie.Zresztą różnice rzedu setnych w wymiatach a tysięcznych w wadze minie zadawalają.Zamieściłem wyniki z pierwszego lania.Strzelałem z tych kul na "Pukaniu" w Dąbrówce,strzelał z nich befalot a na 50m to była prawie jedna dziura.
Kiedyś przeważyłem całą paczkę exacta.Kupiłeś nikko więc z pneumy też strzelasz.
Wyniki były takie że waga śrutu od 0,536 g do 0,562g a i tak jest on nadal najlepszym
śrutem zawodniczym i zacni strzelcy wygrywaja zawody bez ważenia,mierzenia i selekcji.
BTW
Każda forma zmienia wymiar.Jest z metalu i podlega prawom termodynamiki.
-
mkowalczuk
- Zarejestrowany użytkownik
- Reactions:
- Posty: 7292
- Rejestracja: 23 maja 2003, 19:25
- Tematy: 136
- Lokalizacja: zachodniopomorskie
- Grupa: Zarejestrowani użytkownicy
Kolego - chyba źle oceniłeś me intencje. Nie ganię Cię i nie krytykuję. Pokazuje jedynie, że praktyka czasem jest zaskakująca i czasem warto poeksperymentować niż liczyć.
Niczego złego nie miałem na myśli. Moją intencją było - przedstawić konstruktywną uwagę i uzasadnić konieczność jej zaistnienia.
Co do śrutu/wagi pocisku - w pewnym zakresie nie ma to znaczenia. W przypadku wiatrówki sądzę, że dopiero przy 50-60 metrze opad jaki da śrut lekki i ciężki będzie miał znaczenie na celność.
Podobnie jest z naszą bronią. Na 25-50 metrach - to czy pocisk jest ciut lżejszy nie wielkie ma znaczenie (oczywiście są Koledzy, którzy wściekają się gdy pociski na tym dystansie nie wchodzą idealnie jeden w drugi i to też rozumiem, ale uprościłem), ale na 100 m i więcej zaczynają być poważne różnice w obrazie na tarczy.
Materiał na formę ma dość duży wpływ na jakość odlewu. To chciałem pokazać, a nie wpadłem na pomysł by Cię skrytykować.
Niczego złego nie miałem na myśli. Moją intencją było - przedstawić konstruktywną uwagę i uzasadnić konieczność jej zaistnienia.
Co do śrutu/wagi pocisku - w pewnym zakresie nie ma to znaczenia. W przypadku wiatrówki sądzę, że dopiero przy 50-60 metrze opad jaki da śrut lekki i ciężki będzie miał znaczenie na celność.
Podobnie jest z naszą bronią. Na 25-50 metrach - to czy pocisk jest ciut lżejszy nie wielkie ma znaczenie (oczywiście są Koledzy, którzy wściekają się gdy pociski na tym dystansie nie wchodzą idealnie jeden w drugi i to też rozumiem, ale uprościłem), ale na 100 m i więcej zaczynają być poważne różnice w obrazie na tarczy.
Materiał na formę ma dość duży wpływ na jakość odlewu. To chciałem pokazać, a nie wpadłem na pomysł by Cię skrytykować.
-
noiwcjusz
- Zarejestrowany użytkownik
- Reactions:
- Posty: 130
- Rejestracja: 12 czerwca 2007, 20:04
- Tematy: 0
- Lokalizacja: Kraków
- Grupa: Zarejestrowani użytkownicy
Koledzy! Nie ma się o co spierać bo obydwaj macie rację!
Mkowalczuk - faktem jest, że w naszych warunkach ostateczną weryfikacją jest praktyka, ale z drugiej strony wstępne obliczenia mogą radykalnie ograniczyć ilość prób.
Caninus - Masz rację, że obliczenia są przydatne, ale wszystko zależy od przyjętej metodologii. Niestety proces odlewania jest wbrew pozorom dosyć złożony i nie da się go opisać jednym parametrem.
Moja propozycja - być może należy zmierzyć kokilę w podobnym lub identycznym kalibrze w temperaturze roboczej (po wstępnym rozgrzaniu i odlaniu kilkunastu kul) następnie porównać to z wymiarami zimnej kokili. W ten sposób dowiemy się jak się ona rozszerza. następnie uwzględniając rozszerzalność kokili i skurcz odlewniczy ołowiu (upieram się przy nim jak kozioł, ale jet to wartość wyznaczana doświadczalnie która uwzględnia wszystkie zjawiska zachodzące w materiale podczas procesu odlewania i jest parametrem powszechnie i od lat stosowanym w odlewnictwie) można wyliczyć wymiary zimnej kokili. Wymiary zewnętrzne wykonywanej kokili powinny być jak najbliższe kokili "pomiarowej", bo inaczej nie wiadomo, czy po nagrzaniu rozszerzy się tak samo we wszystkich kierunkach jako że proces rozszerzalności cieplnej jest procesem objętościowym i przy zmianie proporcji może się okazać, że wypadkowa sił spowoduje, że nasza kula zostanie np. zowalizowana. A resztę zweryfikuje doświadczenie.
Życzę sukcesów!!!
Jacek
Mkowalczuk - faktem jest, że w naszych warunkach ostateczną weryfikacją jest praktyka, ale z drugiej strony wstępne obliczenia mogą radykalnie ograniczyć ilość prób.
Caninus - Masz rację, że obliczenia są przydatne, ale wszystko zależy od przyjętej metodologii. Niestety proces odlewania jest wbrew pozorom dosyć złożony i nie da się go opisać jednym parametrem.
Moja propozycja - być może należy zmierzyć kokilę w podobnym lub identycznym kalibrze w temperaturze roboczej (po wstępnym rozgrzaniu i odlaniu kilkunastu kul) następnie porównać to z wymiarami zimnej kokili. W ten sposób dowiemy się jak się ona rozszerza. następnie uwzględniając rozszerzalność kokili i skurcz odlewniczy ołowiu (upieram się przy nim jak kozioł, ale jet to wartość wyznaczana doświadczalnie która uwzględnia wszystkie zjawiska zachodzące w materiale podczas procesu odlewania i jest parametrem powszechnie i od lat stosowanym w odlewnictwie) można wyliczyć wymiary zimnej kokili. Wymiary zewnętrzne wykonywanej kokili powinny być jak najbliższe kokili "pomiarowej", bo inaczej nie wiadomo, czy po nagrzaniu rozszerzy się tak samo we wszystkich kierunkach jako że proces rozszerzalności cieplnej jest procesem objętościowym i przy zmianie proporcji może się okazać, że wypadkowa sił spowoduje, że nasza kula zostanie np. zowalizowana. A resztę zweryfikuje doświadczenie.
Życzę sukcesów!!!
Jacek
Władza jest jak krowa, nie pilnowana zawsze lezie w szkodę.
mkowalczuk pisze:Kolego - chyba źle oceniłeś me intencje. Nie ganię Cię i nie krytykuję. ... [...]a nie wpadłem na pomysł by Cię skrytykować.
Marek!Szefie! :D
Ja się nie obraziłem,nie rozzłościłem i inne -iłem :D
Akurat Twoje uwagi lubię.
Lubie liczyć i lubię teorię i dokładność.
W mojej działce,stomatologii też odlewamy (robią to technicy na moje zlecenie,kasą się dzielimy
Wykonuje się protezy szkieletowe ze stelitów.Jest to stal chromokobaltowa oraz struktury koron i mostów ze srebropalladu SPALWP52,złota,tytanu.
Mamy jednak zadanie ułatwione bo jest taki środek jak krystobalit dodawany do mas ogniotrwałych przy tworzeniu form odlewniczych.
Zchowuje się on temperaturowo jak metal -rozszerza i kurczy.Jest to tzw. masa kompensacyjna.